

Përpunim CNCështë një proces prodhimi preciz që kërkonpajisje me cilësi të lartëpër të pozicionuar me saktësi pjesët që përpunohen. Instalimi i këtyre pajisjeve është thelbësor për të siguruar që procesi i përpunimit të prodhojë pjesë që plotësojnë specifikimet e kërkuara.
Një aspekt i rëndësishëm i instalimit të pajisjeve ështështrëngimShtrëngimi është procesi i sigurimit të një pjese në një pajisje për ta mbajtur atë në vend gjatë përpunimit. Forca e shtrëngimit e aplikuar duhet të jetë e mjaftueshme për tëparandalojnë lëvizjen e pjesës gjatë përpunimit, por jo aq shumë sa ta deformojnë pjesën ose të dëmtojnë pajisjen fiksuese.
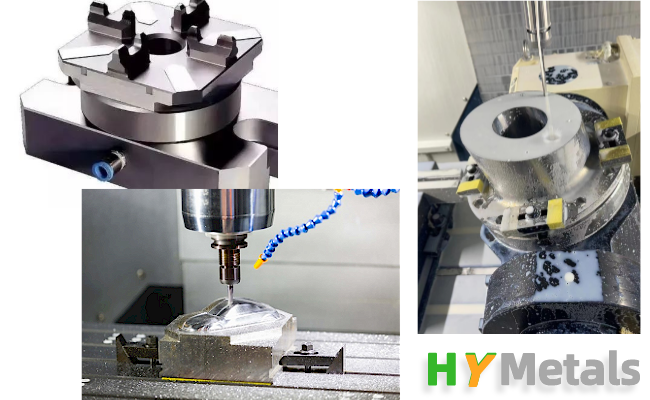
Ka 2 qëllime kryesore për shtrëngimin, njëri është pozicionimi i saktë, njëri është mbrojtja e produkteve.
Cilësia e metodës së fiksimit të përdorur mund të ndikojë ndjeshëm në saktësinë e pjesës së përpunuar.Forca e shtrëngimit duhet të shpërndahet në mënyrë të barabartë mbi pjesën për të parandaluar deformimin, dhe pajisja duhet të jetë e projektuar për të siguruar mbështetje të mjaftueshme për pjesën.
Ekzistojnë disa metoda shtrëngimi për operacionet e përpunimit CNC, duke përfshirështrëngim manual, shtrëngim hidraulik, dheshtrëngim pneumatikÇdo metodë ka avantazhet dhe disavantazhet e veta, varësisht nga aplikimi dhe lloji i pjesës që përpunohet.
Shtrëngim manualështë metoda më e thjeshtë dhe më e zakonshme e shtrëngimit që përdoret në përpunimin CNC. Përfshin shtrëngimin e një buloni ose vide me një çelës çift rrotullues për të siguruar një pjesë në një pajisje fiksuese. Kjo metodë është e përshtatshme për shumicën e operacioneve të përpunimit, por mund të mos jetë e përshtatshme për pjesët me forma komplekse ose ato të bëra nga materiale delikate.
Shtrëngim hidraulikështë një metodë më e avancuar e shtrëngimit që përdor lëng me presion të lartë për të gjeneruar forcë shtrëngimi. Kjo metodë është e përshtatshme për operacione që kërkojnë forca të larta shtrëngimi ose që kërkojnë kontroll të saktë të forcave shtrënguese.
Shtrëngim pneumatikështë e ngjashme me shtrëngimin hidraulik, por në vend të lëngut, përdor ajër të kompresuar për të gjeneruar forcën shtrënguese. Kjo metodë përdoret më shpesh në pjesë më të vogla ose aty ku kërkohen ndërrime të shpejta.
Pavarësisht nga metoda e fiksimit e përdorur,Ngarkimi i duhur i pjesës në pajisje është gjithashtu thelbësorpër të siguruar saktësi. Pjesët duhet të pozicionohen në pajisje në mënyrë që të mbështeten plotësisht dhe të fiksohen në vend.Çdo zhvendosje ose zhvendosje e pjesës gjatë përpunimit mund të rezultojë në prerje dhe dimensione të pasakta.
Një faktor kyç në përcaktimin e metodës më të mirë të shtrëngimit dhe ngarkimit janë tolerancat e kërkuara të pjesës që përpunohet. Tolerancat janë devijimet e lejuara në madhësi, formë ose dimensione të tjera të një pjese.Sa më të ngushta të jenë tolerancat, aq më shumë kujdes duhet treguar në projektimin e instalimeve, fiksimin dhe pozicionimin e pjesëve.
Shkurt, ndikimi i shtrëngimit në saktësinë e pjesëve të përpunuara me CNC nuk mund të mbivlerësohet.Shtrëngimi dhe ngarkimi i duhur janë të nevojshme për të arritur tolerancat e kërkuara dhe për të prodhuar pjesë me cilësi të lartë.Zgjedhja e metodës së shtrëngimit varet nga specifikat e aplikimit dhe lloji i pjesës që përpunohet. Prandaj, projektuesit dhe prodhuesit duhet të kuptojnë me kujdes kërkesat e çdo operacioni të përpunimit dhe të zgjedhin teknikat e duhura të shtrëngimit dhe ngarkimit për të siguruar që produkti përfundimtar të përmbushë standardet e kërkuara të cilësisë dhe saktësisë.
Koha e postimit: 29 Mars 2023